Проектные работы, приводящие к созданию пресс-формы, отличаются крайней сложностью и требуют от выполняющего их персонала высочайшей квалификации и отменного пространственного мышления, позволяющего избрать наилучшее сечение изделия, вид систем расположения гнезд, подачи расплава, а также охлаждения и выталкивания отливок. И, разумеется, оборудование для изготовления пресс-форм должно быть на высоте.
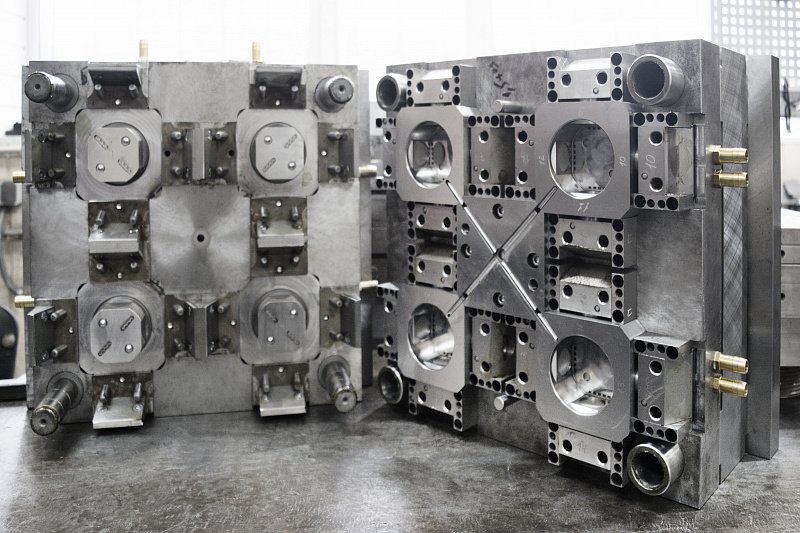
Пресс-форма состоит из большого числа деталей, в том числе крохотных, и прилегание их друг к другу должно быть безупречным. А кроме того, при длительном использовании уровень идентичности отливаемых с ее применением деталей должен оставаться таким же высоким, что и вначале, поэтому без учета фактора износа при проектировании не обойтись. Последний, однако, может быть сведен к минимуму благодаря операциям, повышающим долговечность таких изделий. Одной из наиболее частых здесь является хромирование.
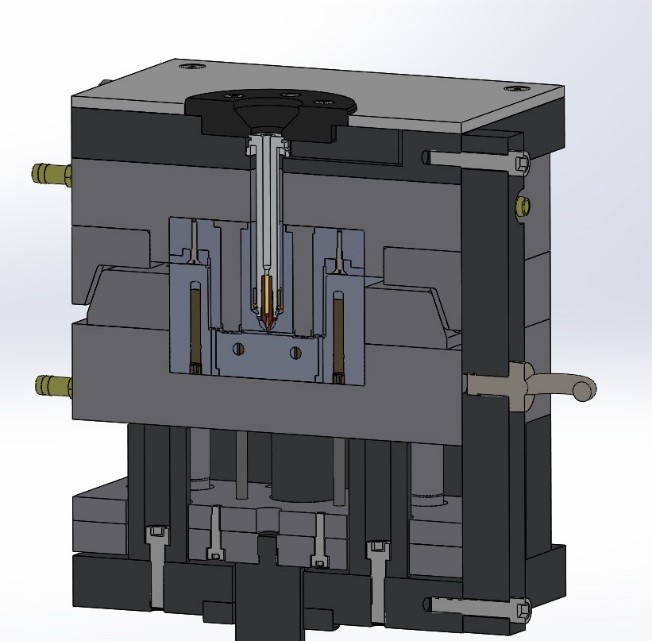
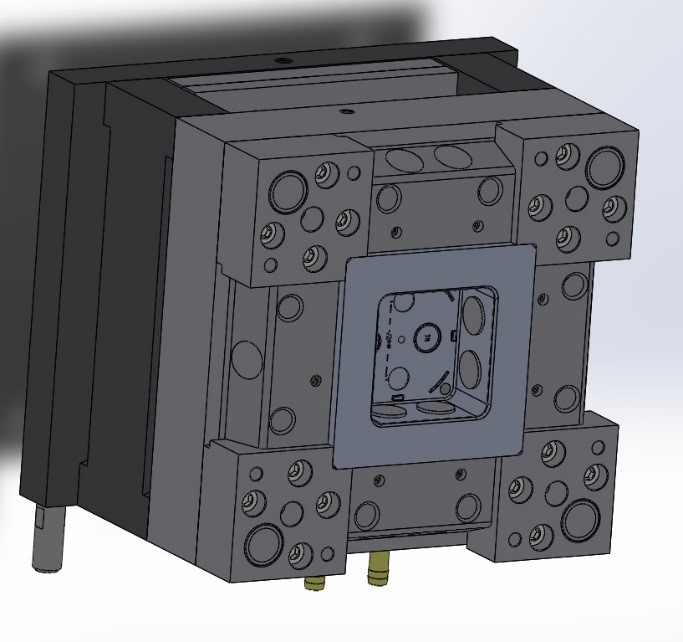
Для изготовления пресс-форм применяется закаленная сталь специальных сортов, отличающаяся высокой прочностью и способная длительное время выдерживать объединенное действие давления и температуры. Современный процесс изготовления пресс-форм основан на методах компьютерного моделирования на базе типовых модулей, служащих исходниками для выполнения особых пожеланий заказчиков. Готовая пресс-форма должна отвечать высочайшим критериям точности обработки — без этого она не сможет работать. В числе прочего это означает, что оборудование для изготовления пресс-форм должно отвечать высокому классу обеспечиваемой им точности обработки.
Изготовление пресс-формы начинается с создания ее модели — сложнейшей задачи, решение которой требует вычислительных операций на основании учета большого числа исходных данных. Основой для разработки индивидуализированных вариантов базовых модулей является конструкторская документация (КД), подготовка которой под тот или иной конкретный вариант осуществляется методами компьютерного моделирования. Точность полученной модели — критически важное условие дальнейшего создания матриц для пресс-форм. Создание их требует многоэтапной обработки металлических отливок посредством токарной и фрезеровальной обработки, а также грубого и тонкого шлифования. Все эти этапы по совокупности представляют собой последовательную доводку пресс-формы до требуемого критерия точности и при строгом соблюдении дают превосходный результат.